
手机扫一扫
不锈钢管固溶热处理生产线,核心是把钢管加热到 1050–1100℃、保温后快速水淬,让碳化物充分溶解、消除应力、恢复耐蚀与加工性能;主流为在线连续感应加热 + 光亮保护,效率高、变形小、表面优。
不锈钢管固溶热处理生产线
加热:奥氏体不锈钢(304/316)加热至1050–1100℃,使晶界碳化铬(Cr₂₃C₆)充分溶入奥氏体。
保温:短时保温(按壁厚 1–3 min/mm),保证组织均匀。
快冷:30 秒内快速冷却至室温,碳过饱和固溶,抑制析出,防晶间腐蚀。
效果:焊缝与母材耐蚀一致、消除加工 / 焊接应力、塑性韧性提升、便于后续弯管 / 扩口。
自动上料→输送纠偏→感应加热(含保护气氛)→保温段→冷却段→吹干→矫直→探伤→定尺切割→自动下料。
上料输送
自动料架 + 分料器,适配 Φ6–219 mm、长 5.8–12 m 管材。
旋转式托辊 / 链条输送,线速5–30 m/min,保证直线度、防变形。
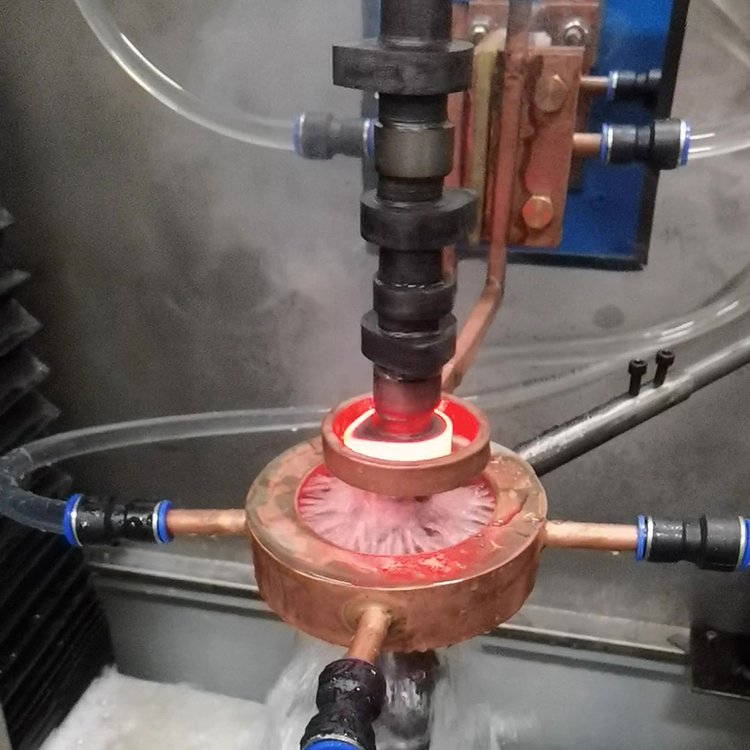
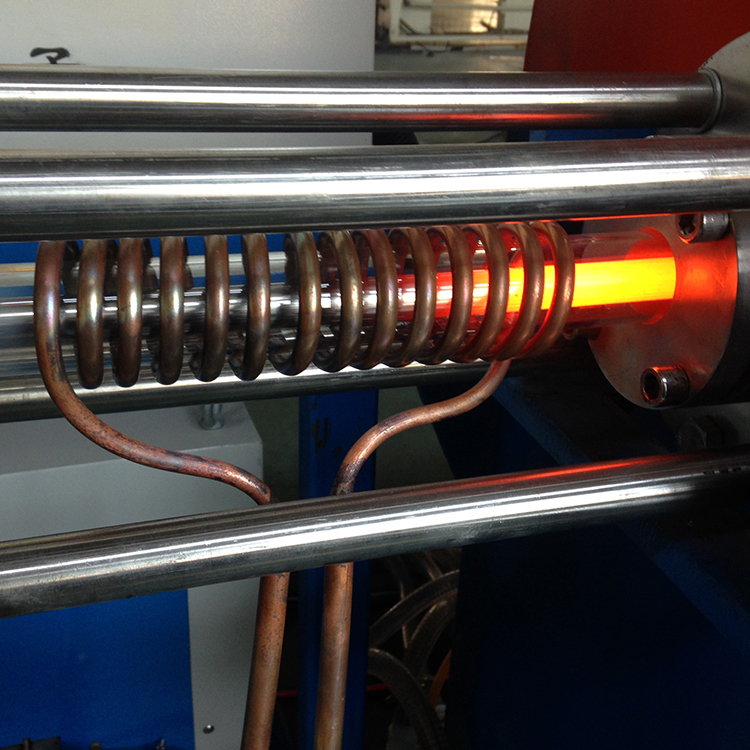
感应加热系统(心脏)
电源:IGBT 中频 / 超音频(50–200 kHz),功率50–500 kW,DSP 控制,高效节能。
感应器:多段式铜线圈(2–8 区独立控温),红外闭环,控温精度 **±2℃**;可快速更换适配管径。
保护气氛(光亮固溶):密封石英 / 陶瓷管,通高纯氢 / 氨分解气(H₂+N₂),氧含量<10 ppm,防氧化,免酸洗达 BA 级。
保温与冷却
保温段:绝热炉膛,确保温度均匀,防温差开裂。
冷却段:光亮线用间接冷却(石墨 / 铜套)或者气冷,保表面光亮。
后处理与控制
吹干 / 矫直:高压风 + 多辊矫直,直线度≤1 mm/m。
在线检测:涡流探伤、激光测径 / 直线度、温度 / 速度实时记录。
智能控制:PLC + 触摸屏,配方存储、参数追溯、报警联动,支持远程监控。
适用材质:304/316/321、2205 双相、镍基合金。
管径范围:Φ6–219 mm,壁厚0.5–20 mm。
加热温度:1050–1100℃(304 约 1050℃,双相约 1080℃)。
线速:薄壁管(≤2 mm)15–30 m/min;厚壁管(≥6 mm)5–15 m/min。
控温精度:±2℃;温度均匀性:±5℃。
在线光亮固溶(高端首选):感应加热 + 氢气保护,表面光亮免酸洗、耐蚀优、效率高;适合食品 / 医药 / 半导体用管;投资与运行成本较高。
在线黑色固溶(经济型):无保护气氛,加热后水淬,表面氧化需酸洗;成本低、满足工业管基本要求;有酸洗环保压力。
离线箱式炉(小批量 / 大口径):批次处理、柔性强;效率低、能耗高、易变形,适合 Φ219 mm 以上或厚壁管。
✅ 性能稳定:耐蚀与加工性能显著提升,合格率>99.5%。
✅ 高效节能:连续生产,能耗比传统炉低 30%,线速可达 30 m/min。
✅ 表面质量好:光亮线免酸洗,无氧化皮,粗糙度 Ra≤0.4 μm。
✅ 变形小:旋转输送 + 均匀加热,直线度好,减少矫直成本。
功率匹配:薄壁小管(Φ6–42 mm)选 80–150 kW;中厚壁大管(Φ48–219 mm)选 200–500 kW。
光亮 / 普通:高端市场(食品 / 医药 / 核电)选光亮线;普通工业管选黑色线。
控制精度:红外闭环控温、多区独立调节、参数可追溯,保证稳定性。
冷却能力:水流量 / 水温控制、冷却段长度匹配线速,防开裂与变形。


DSP数字智能控制

7X24小时快速响应

比电子管设备节能40%